![]()
THÈME VII
L’APOGÉE DE LA VAPEUR
(de 1948 à 1963)
Réorganisation et production vapeur
Certains travaux de reconstruction sont achevés au cours des années 1948 à 1950 après avoir été suspendus en plein essor pour cause de restriction de crédits. C’est le cas entre autres pour l’achèvement des pistes extérieures (au sujet desquelles certains cheminots pensèrent un temps que Q.M. allait assembler des chars), la reprise des sols intérieurs des ateliers, la construction des vestiaires, des lavabos et des douches, l’achèvement du vitrage des halls et du pignon de la chaudronnerie de fer côté Rouen.
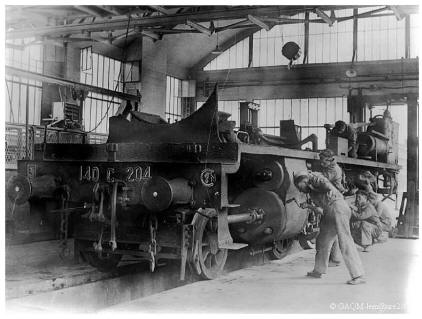
C’est en octobre 1948 que les apprentis regagnent Q.M.. La tradition voulant qu’une “ GR ” de locomotive soit confiée aux élèves de 3ème année est de ce fait retrouvé. Les bâtiments de Jumièges laissés vacants seront rachetés par la commune et transformés en logements locatifs.
Les apprentis sur la 140 C 204
L’outillage détruit, démodé ou ventilé dans d’autres établissements est progressivement remplacé par des machines-outils neuves à haut rendement, et les méthodes les plus récentes d’usinage (coupe négative, meulage) sont introduites à QM.
Si le rôle des ateliers de Quatre Mares est le même qu’avant guerre, des problèmes se posent, tant du point de vue technique que du point de vue personnel, lors de la reprise des activités à Q-M.
La disparité entre les salaires offerts par la S.N.C.F. et l’industrie privée a entraîné de nombreuses démissions. D’excellents éléments sont alors remplacés par de la main-d’œuvre peu qualifiée, qu’il faut former et initier à la technologie “ locomotives ”. Ce handicap représenté, entre autres par la pénurie de chaudronniers fer dignes de ce nom, est un frein sérieux à l’activité de Quatre Mares. Cependant les diverses productions des ateliers se présentent rapidement avec une qualité au moins égale, sinon supérieure, à celle de 1938. Le fini et la précision d’usinage qui la caractérisent, sont obtenus grâce aux possibilités de l’équipement moderne de Q-M.
L'état‑major de Q.M voit encore évoluer son organisation au fil des ans. Les services que nous avons détaillés dans l’organisation d’avant guerre voient non seulement leurs appellations changer mais aussi leurs attributions. C’est sous les dénominations de services TR, TM et TO qu’ils organiseront, des années 1950 aux années 1960, les travaux des ateliers de Sotteville Quatre‑Mares.
Tout au long de son existence, Q.M. n'aura de cesse que d'améliorer la qualité de sa production et de réduire les immobilisations, ainsi que les prix de revient, tant du point de vue technique que du point de vue Personnel.
Si la première machine sortie de GR après la libération, en mars 1945, l’a été après 75 jours d’immobilisation du fait des incessantes difficultés d’approvisionnement, toutes les machines passant en GR sont rapidement traitées uniformément en 35 jours ouvrables. La locomotive fait ses essais de fonctionnement les 32 et 33ème jour et est livrée au dépôt le 35ème dans les mêmes conditions qu’avant-guerre.
Il importe de souligner que tout est fait pour que les délais soient scrupuleusement respectés. Ils sont très fortement réduits au retour du “ Magasin Général ” de SOTTEVILLE déplacé à THOUARS. Les difficultés de liaisons avec ce dernier étaient, en effet, la cause de retards fréquents dans la livraison de pièces essentielles.
En 1950 la locomotive est livrée au dépôt après une immobilisation de 30 jours, en 1960 elle l'est à J+ 28, en 1963 à J+ 25 et en 1965 à J+ 21. L'obtention des prix de revient les meilleurs a toujours été le souci des ateliers. Les “ Pacific ” qui, en 1945,demandaient de 14 à 15000 heures de travail n’en compteront de 1949 et jusqu'en 1955 que 12000 en moyenne. Ce résultat sera obtenu par un démontage plus soigné, une expertise plus poussée et l’amélioration des méthodes de réparation (les réductions des temps alloués n’interviendront qu’avec l’introduction de procédés de travail et d’outillage nouveau). Cet effort est poursuivi en permanence en se rapprochant au maximum des possibilités des ateliers.
Les 141 R et 241 P
Comme sur la majeure partie des locomotives qui entrent en révision à Quatre Mares, de multiples améliorations sont apportées sur les 141 R. Nous ne nous étendrons pas ici sur les quelques 300 modifications d’inégales importances qui ont été prodiguées sur les 141 R charbon et dont une soixantaine ont porté sur la chaudière; ni sur celles apportées sur les 141 R fuel qui ont consistées à une modification très importante de la chaudière et ont été réalisé entre 1956 et 1964 au cours des levages avec épreuve dans les ateliers de Quatre Mares et de Nevers. Le livre de Bernard COLLARDEY et André RASSERIE intitulé “ Les 141R......ces braves américaines ” est pour ces locomotives une référence des plus sérieuses.
Si d’une façon générale les établissements leveurs s’occupent des machines de leur région d’appartenance, certains ont une vocation interrégionale. Dans les établissements de Nantes-Blottereau, Thouars, Rennes, St-Brieuc comme dans celui de Sotteville-Quatre-Mares, qui ont été chargés à plusieurs reprises des machines Est, Sud-Est et R.M., six à huit machines et leurs tenders sont en mains simultanément. Lors de la crise de Suez, fin 1956, Quatre Mares se voit chargé, à l’inverse de la prestation des ateliers de Nevers et du dépôt Ouest de Niort en 1947, de modifier vingt locomotives chauffées au fuel pour la chauffe au charbon. Ce sont les 141 R 965 et 985 d’Avignon, la 141 R 970 de Miramas, les 141 R 991, 994 et 1020 de Nice, la 141 R 1039 de Mézidon, les 141 R 1260,1264,1265,1273,1276 et 1278 de Le Mans ainsi que les 141 R 1261,1272,1285,1288,1294,1296 et 1297 de Rennes. A la réforme des 141 R on récupéra sur ces dernières les servomoteurs de changement de marche afin de les réimplanter sur les 241 P en remplacement du système d’origine à vis.
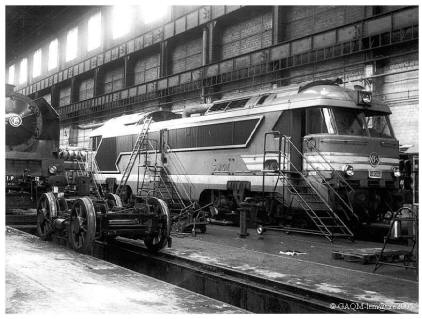
Une 241 P
La première 241 P, construite aux usines du Creusot, est livrée à la Région Sud-Est en mai 1948. Cette locomotive répond en fait à une commande de 35 nouvelles unités lancée par la S.N.C.F. qui jugeait insuffisant l’effectif des machines aptes à assurer la remorque de trains lourds (600 à 700 tonnes), à vitesse élevée, sur des lignes à profil difficile, notamment sur la région Sud-Est. Pas totalement nouvelle, cette machine est en fait une refonte de la 241 C (P.L.M). à qui l’on a fait bénéficier des derniers progrès réalisés dans le domaine de la locomotive à vapeur. Après avoir chassé de leurs lignes une partie de la cavalerie des “ Pacific ” (rapides mais peu puissantes) et après avoir assuré brillamment le relais sans rupture de charge des trains à traction électrique, elles sont à leur tour progressivement chassées de leur région en raison de l’évolution de l’électrification.
Ainsi par exemple la 241 P 31, à sa sortie de Quatre Mares en décembre 1958, commence une nouvelle carrière sur le réseau Est et l’on peut voir également, au début des années 60, une 241 P en tête d’un “ Le Mans - Brest ”.
En fin de compte, en quarante huit années d’activité Vapeur, les ateliers de Sotteville Quatre‑Mares auront traité en révision 4026 locomotives dont les types variés ainsi que les séries, couvrent une plage assez impressionnante de locomotives allant de la 220 à la 242 A1, soit en définitive une cinquantaine de types de locomotives.
Principales caractéristiques des séries de locomotives à vapeur réparées à Quatre Mares
Le déclin de l’activité Vapeur
Les jours de la vapeur seront malheureusement comptés à partir du début des années 50. En effet, malgré tous les perfectionnements apportés à la locomotive à vapeur pour en augmenter le rendement, force est de constater que l’exploitation de ce mode de traction tant du point de vue du combustible utilisé que du personnel de conduite et d’entretien reste d’un fonctionnement très coûteux.
La politique de la S.N.C.F. au lendemain de la seconde guerre mondiale, va donc être de s’attacher à la réalisation d’économies par la modernisation du mode de traction. Son objectif est de substituer progressivement la traction électrique à la traction vapeur. Ce choix est dicté aussi bien par des contraintes techniques que de politique énergétique du pays. On s’aperçoit en effet que pour une même distance parcourue, là où il faut 1 tonne de charbon pour une locomotive à vapeur, il n’en faut plus que 77 kg pour produire l’électricité nécessaire à faire avancer une locomotive électrique.
La France prend également conscience de la limite de ses ressources en charbon et du poids financier que représentent les importations de ce combustible. La politique énergétique du pays, qui va dicter les choix de la S.N.C.F., se tourne vers une meilleure utilisation du charbon disponible par la production d’électricité dans les centrales thermiques, mais également une plus grande indépendance vis à vis de l’étranger par le développement de l’hydroélectricité. Cependant pour la S.N.C.F., il n’est pas techniquement possible, ni financièrement rentable d’électrifier l’ensemble du réseau. Dans un premier temps, seules les grandes lignes sont équipées. Les lignes secondaires et de manœuvres sont pour leur part exploitées par l’intermédiaire de locomotives diesel. Cependant, les progrès rapides réalisés dans cette motorisation permettent l’extension de ces machines à l’ensemble des lignes.
On trouve tout d’abord les premiers engins diesel à la manœuvre et au trafic marchandise, puis à partir de 1955 à des types de trafic et à des zones de plus en plus étendues. L’exploitation du diesel permet de diviser par deux les coûts d’exploitation par rapport à la vapeur.
Jusqu’au choc pétrolier de 1975, qui voit une flambée du prix du pétrole, la machine diesel apparaît comme l’engin idéal et économique pour remplacer les machines vapeur et ce en attendant une hypothétique électrification générale du réseau français.
Le déclin de l’activité Vapeur se traduit alors à Q.M. par une baisse progressive du nombre annuel de locomotives entrant en Grandes Révisions. Une ère nouvelle est née et la sortie de la AIA-AIA 68001, première locomotive diesel révisée dans les ateliers de Quatre Mares, le 10 novembre 1965 en fait foi.
La 68005
Les livraisons en août 1964 de la “ Pacific ” 231 D 727, en juillet 1966 de la 141 TD 121, en juin 1967 de la 241 P 16 et enfin le 19 mars 1968 de la 141 R 1272, dernière locomotive vapeur traitée, clôt un demi-siècle d’activité voué essentiellement à la vapeur. La production vapeur entre 1952 à 1967 (extrait)
Sonne alors le glas pour les locomotives à vapeur, leur lent acheminement vers les lieux de destruction, sur divers points du territoire, commence. La charge représentée par les autres types d’interventions, tels que les levages simples ou avec épreuves des chaudières, ne suffira pas longtemps à maintenir les effectifs et amènera la direction de la S.N.C.F. et de l’établissement à rechercher des palliatifs à cette situation.
Les travaux annexes et les prototypes
Aux derniers levages des locomotives à vapeur et à la confection ou réparation des pièces de rechange s’ajoute alors de nombreuses confections de séries, voire même de prototypes. Ainsi de 1950 à 1954, les ateliers de Q.M., bien qu'ils n’aient pas la vocation de constructeurs, se voient chargés de la construction de 2 prototypes. Le 030 DC1 avec un seul moteur Renault 565 suralimenté et 450 CV entre dans la catégorie des locomoteurs. Le 030 DC2 (devenue C60002 en 1957), équipé de deux moteurs atmosphériques Renault 517 (identique à celui des ABJ et de certains Picasso) et développant 600 CV, entre dans celle des locomotives. Ces prototypes essuyèrent les plâtres des recherches en matière de diésélisation et la mise au point de l’accouplement de la boite de transmission CEMFAR fût un souci permanent. Elles seront utilisées essentiellement sur l’étoile d’Alençon à la traction de trains de marchandises omnibus. Si la carrière de la première est courte (25700 Km) on peut noter que la seconde assura son service après maintes vicissitudes jusqu’en 1963 date de sa réforme.
Locomoteur 030 DC1
Bien que ces engins ne donnèrent pas entière satisfaction cette réalisation fera que Q.M., entre 1953 et 1956, obtiendra la charge de la construction de 18 locomoteurs qui auront pour numérotation Y-9100 et Y-9200. Ces séries seront renumérotées Y-51100 et Y-51200 en 1961. Ces engins qui pèsent 34 tonnes et qui sont équipés respectivement de moteur Renault 565 et Saurer SBD ainsi que de boîte de vitesse VOITH, développent une puissance de 400 CV pour une vitesse de 50 Km/h. La réforme de ces locomoteurs débutera au cours de la seconde moitié des années 70 et sera clôturée en décembre 1984. Avec ces réformes, la catégorie “ Locomoteurs ” n’est plus représentée au sein du parc de la S.N.C.F. Plusieurs unités ont été vendues à des entreprises pour servir sur des installations terminales embranchées.
Y 9125
Pour ces constructions Q.M. s’est doté, comme un constructeur, d’outillages spécifiques fonctionnant en chaînes de fabrication soutenue. C’est entre autre dans les mêmes années qu’est mise en place une chaîne de modifications et de renforcements des extrémités de voitures O.C.E.M. permettant la réalisation de 40 extrémités en moyenne par mois. A ces travaux s’ajoutent la révision de ponts moteurs d’autorails pour les ateliers du Mans, la fabrication d’essieux complets d’autorails Renault ABJ3, la remise en état d’un monument en Gare du Havre suite à un sinistre, la confection d’une machine à tremper les ressorts pour les ateliers de Buddicom et celle d’une machine à grenailler les ressorts ainsi que la construction des prototypes d’essai de bogies pour la voiture pendulaire à venir et à cet instant à l’étude.
C’est en 1956 que débute à Quatre Mares la réalisation d’un prototype créé par André Mauzin et André Chartet ayant pour objet, en utilisant le principe de la suspension pendulaire, d’améliorer la stabilité des voitures et de les rendre aptes à passer des courbes avec le maximum de confort pour le voyageur.
Si les effets centrifuges produits par le passage d’une voiture en courbe peuvent être théoriquement compensés par un dévers déterminé de la voie, en pratique des limites sont dues au fait que pour un train passant à vitesse lente la gravité augmente la charge sur le rail inférieur. Cet effort est d’ailleurs augmenté si le train doit s’arrêter en courbe. Sur le réseau de la S.N.C.F. le dévers admis va jusqu’à 160 mm, donnant une accélération latérale compensée de 0,10 g. Sur la ligne Paris-Lyon par exemple, où les vitesses de 140 km/h sont permises dans des courbes de 950 m de rayon avec un dévers de 140 mm, cette valeur est de 0,07 g. Le voyageur doit réagir contre l’effet ainsi produit. Des essais ont montré que cette réaction est désagréable à partir de 0,10 g.. Apporter une solution à ce problème permettrait d’élever la moyenne des vitesses sur les lignes secondaires dont de nombreuses courbes ont un faible rayon. L’un des moyens étudiés alors pour résoudre ce problème sera de suspendre la caisse, comme un pendule, autour d’un axe horizontal situé au-dessus du centre de gravité.
mise sur bogies de la voiture pendulaire
Des essais sont entrepris entre Paris et Étampes à des vitesses de 160 Km/h dans des courbes de 800 mètres de rayon avec un compartiment suspendu logé à l’intérieur d’une voiture ordinaire. Ces essais montrent que l’accélération latérale dans le compartiment est nettement réduite, sa valeur étant de 0,06 g alors que dans le reste de la voiture elle atteint 0,24 g soit 4 fois plus avec des effets extrêmement désagréables. Le compartiment prend une position d’équilibre déterminée par la composition de la force centrifuge et de la gravité.
Encouragée par ces expériences, la direction de la S.N.C.F. décide de construire un véhicule complet suivant ce principe. Un essai similaire a été réalisé 5 ans auparavant en Amérique, mais le résultat cherché était obtenu en faisant varier l’action des composantes des ressorts de suspension et non en adaptant une véritable suspension pendulaire comme c’est le cas ici. L’objectif visé dans le cas présent est l’obtention de vitesses nettement supérieures sans nuire au confort du voyageur, ou sans effets dynamiques latéraux excessifs sur la voie. Pour aider à l’obtention de ces deux derniers points, les quatre roues des bogies sont rendues indépendantes, éliminant le mouvement de lacet, et l’usure complémentaire pouvant en résulter est contrebalancée par la réduction du poids du bogie lui-même.
La voiture pendulaire au dépôt de Sotteville
Au départ, l’idée est de construire un véhicule automoteur et d’éviter la traction avec une locomotive qui soumet la voie à des tensions latérales considérables. En définitive le véhicule est construit comme une voiture remorquée avec des charges équivalentes placées aux endroits convenables pour se rapprocher des conditions réalisées dans un véhicule automoteur. Les vitesses accrues exigeant un freinage amélioré un équipement du type à disque est installé en conséquence. Il permet une dissipation meilleure de la chaleur, diminuée cependant par rapport à ce qu’elle aurait été autrement à 200 Km/h du fait de la faible charge par roue de 4,5 tonnes.
La caisse de ce nouveau véhicule repose sur une partie en caisson terminé à chaque extrémité par des cols de cygne reposant sur des supports liés aux bogies. Le véhicule est prévu pour 32 passagers et à une longueur totale de 22,90 mètres. La caisse peut s’incliner de 18° de chaque côté de la verticale. Les flancs arrondis permettent de le faire en restant dans les limites du gabarit autorisé. L’axe horizontal d’oscillation est à 1,75 mètre au-dessus du niveau du rail. Le centre de gravité est 70 cm en dessous de l’axe. Comme un pourcentage important du poids total de 37 tonnes du véhicule est réservé au mécanisme, la caisse proprement dite est construite en alliages légers soudés sous atmosphère d’argon.
Cette voiture est présentée le mardi 3 décembre 1957 à de nombreux représentants de la presse, de la radio, de la télévision et des journaux cinématographiques. Tractée par une automotrice électrique elle accomplit le parcours Paris-Montereau via Héricy et retour. La vitesse de 130 Km/h est soutenue entre les PK 65 et 70 et 75 et 89 sur la section de ligne Melun-Montereau, sur laquelle la vitesse de la voie est normalement limitée à 100 Km/h en raison de la présence de courbes de 500 à 600 mètres de rayon. Les hôtes de la S.N.C.F. peuvent alors apprécier la stabilité et la tenue excellente de la voiture qui évite en particulier aux voyageurs des effets très désagréables et inconfortables de la force centrifuge dans les courbes, à vitesse élevée.
L’année 1957 voit la construction à Q.M. de wagonnets chargeurs et de dispositifs semi‑fixes pour remorques rail‑route. Des essais d'insonorisation sont réalisés sur un locomoteur Y9100. On fabrique cette même année à Q.M. des armatures pour le viaduc de MIRVILLE. Il est procédé aussi à la révision du pont transbordeur du dépôt du Havre. Ensuite en 1960, avec la construction de bogies Y 24 et la confection de pièces détachées pour wagon Jqhor, ce sera le lancement de la chaîne de fabrication de fourgons chaudières à partir de fourgons “ 1896 ”.
Construction des fourgons chaudières
Puis en 1961 la confection d'un arbre porte hélice, de pylônes de 30m pour le service VB Nord, ainsi que de poteaux d'éclairage à bascule.
©GAQM2018